

高功率激光焊接机:搞定厚板焊接的效率利器
在制造业里,遇到厚板焊接或者需要深熔焊,传统的焊接方式往往显得效果不够好。不仅速度慢,还得开坡口、多道焊,焊完变形还大,后续打磨校正费时费力。这时候,高功率激光焊接机就成了很多工厂升级产线的必选项。今天给大家讲讲这种6000W激光设备,到底是如何解决厚板焊接难题的,以及企业在选购时该关注哪些核心点。

穿透力是关键:单道焊透厚板
买高功率设备,最直接的目的就是为了“焊得深”。普通的小功率激光器在处理几毫米以上的板材时,往往需要多次堆焊,效率很低。而高功率激光焊接机凭借强大的能量密度,能够实现单道深熔焊。
比如在处理6毫米甚至更厚的碳钢或铝合金时,高功率设备不需要开坡口,一次走刀就能焊透。这不仅省去了开坡口的工序,还大大减少了焊缝的填充量。对于像汽车底盘、电池箱体、储能柜体这类对结构强度要求高的厚板应用,这种单道焊透的能力直接决定了产线的节拍和产品的整体质量。
速度与效率:成倍提升产线产能
在新能源的电池模组生产中,时间就是金钱。高功率不仅仅意味着能焊厚板,更意味着在同等工艺下,焊接速度可以大幅提升。
相比传统的1000瓦或2000瓦设备,高功率激光焊接机的焊接速度通常能快2到3倍。特别是在铜排、铝排这种导热极快的材料焊接中,高功率能瞬间熔化材料,形成稳定的熔池,速度可以达到每分钟几米。对于年产几十万套电池包的企业来说,这种效率的提升直接转化为更低的人工成本和能耗,是产能爬坡的关键保障。
热输入控制:减少变形与气孔
很多人有个误区,觉得功率越大,热输入就越大,工件就越容易变形。其实不然。高功率激光焊接机因为速度快,热输入反而可能比低功率慢焊要低。
现在的先进设备通过优化光束模式,比如采用环形光斑或复合光斑技术,可以更好地控制熔池的流动。中心光束负责深熔,环形光束负责预热和缓冷,这样能有效减少焊缝中的气孔和裂纹,特别是针对铝合金这种容易产生热裂纹的材料,效果非常明显。这种对热输入的精准控制,能保证焊出来的工件平整,后续校正的工作量大大减少。
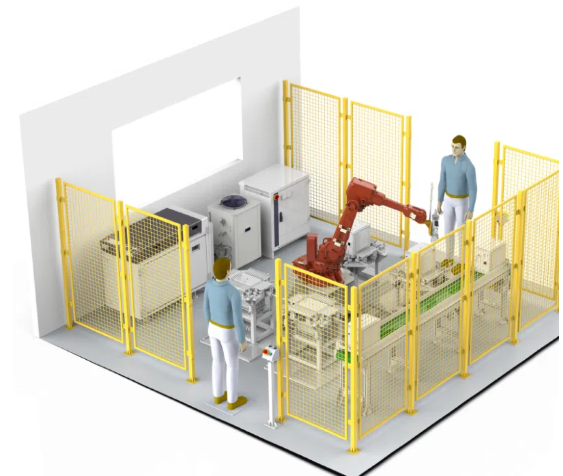
自动化集成:适应复杂工况
高功率激光焊接机通常不是单机作业,而是集成在自动化产线中。它需要配合机器人或高精度龙门架,完成复杂路径的焊接。
这就要求设备具备很好的兼容性和稳定性。优质的设备支持与PLC、MES系统通讯,能实时记录每一道焊缝的功率、速度等参数,方便质量追溯。同时,高功率设备对除尘和冷却的要求更高,必须配备高效的烟尘处理系统和独立的冷水机,才能保证设备在恶劣的工业环境中长时间稳定运行。
选高功率激光焊接机,核心得看设备能否在厚板深熔焊和高速焊接中保持稳定,尤其是光束模式控制、自动化集成能力这些细节,直接决定产线效率和良品率。像海维激光这类深耕行业的源头厂家,提供3000瓦到6000瓦的多功率段设备,能适配新能源电池模组、厚板结构件等不同场景的焊接需求,还能协助企业完成产线对接和工艺调试。建议大家带上样品实地试焊,重点验证设备在长时间运行下的稳定性,选到真正贴合生产节奏的设备,才能让高功率激光焊接机成为产线提效的助力。

 扫一扫添加微信
扫一扫添加微信