

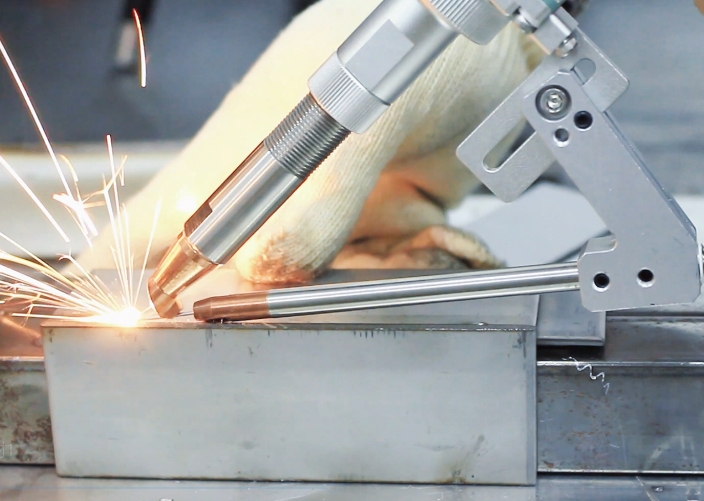
铝激光焊接机:适合各类铝材质的高质量焊接
铝材因其轻质、导电导热性好,被广泛应用于新能源汽车、3C电子、储能系统和轨道交通等领域。但铝对激光的高反射率、易氧化、热裂倾向强等特点,使其焊接难度远高于不锈钢或碳钢。许多用户在采购铝激光焊接机时,常因设备选型不当,出现焊不透、飞溅大、气孔多等问题,误以为“铝就是不好焊”。其实,问题往往出在设备与工艺的匹配度上。

铝材焊接的核心挑战
高反射率:常温下纯铝对1070nm光纤激光的吸收率不足5%,起焊困难,易损伤光学器件;
氧化膜干扰:表面Al₂O₃熔点高达2050℃,远高于铝基体(660℃),阻碍熔池融合;
热裂敏感:凝固收缩大,若冷却控制不当,易在焊缝中心产生热裂纹;
气孔倾向:氢在液态铝中溶解度高,凝固时析出形成气孔。
这些特性决定了通用型激光焊机难以稳定应对铝材焊接。
一台合格的铝激光焊接机应具备什么?
优化的激光参数控制
支持高频率脉冲模式或连续+脉冲复合输出,通过“预热-主焊-缓冷”策略降低热应力。部分高端机型采用绿光激光器(532nm),显著提升铝材吸收率,但成本较高,需按需选择。
稳定的送丝与保护系统
对于搭接或填充焊,送丝需与激光同步,避免断续。同时,保护气体(通常为高纯氩)应采用层流喷嘴或局部密封腔,防止空气卷入。
过程监控能力
熔池视觉监测或等离子体传感可实时判断焊接状态,对材料批次差异或表面清洁度变化做出响应,减少废品。
专用夹具与表面处理建议
可靠的铝激光焊接机供应商通常会提供配套的工装方案,并建议用户在焊接前进行机械打磨或化学清洗,去除氧化膜。
铝激光焊接机选型实用建议
明确所焊铝材牌号(如1系纯铝、5系防锈铝、6系结构铝),不同合金焊接性差异大;
要求用实际物料打样,重点检查焊缝内部气孔(可做X光或切片)和拉伸强度;
确认设备是否支持功率闭环控制,避免因反射导致激光器过载保护停机。
铝激光焊接机不是简单换个材料就能用的设备,而是需要从光源、控制、辅助系统到工艺数据库的整体适配。像海维激光这类在有色金属焊接领域有长期积累的厂商,往往能提供更成熟的参数包和现场支持,帮助用户少走弯路。毕竟,铝材能焊,更要焊得稳、焊得牢。

 扫一扫添加微信
扫一扫添加微信