

激光焊接机用什么焊丝比较好?
很多车间使用激光焊接机焊接工件时,会随意搭配普通电焊焊丝,很容易出现送丝卡顿、焊缝气孔、飞溅量大、焊后开裂等问题,不仅增加打磨工时,还会降低工件良品率。焊丝适配度,直接决定激光焊接机焊接稳定性和成品质量,结合车间通用加工工况,整理标准化焊丝选型逻辑,方便加工厂按需挑选适配焊丝。

激光焊接机优选焊丝品类,避开选型误区
适配激光焊接机的焊丝,优先选用专用实心焊丝,不建议使用药芯焊丝、自保护焊丝以及市面通用万能焊丝。激光焊接热量集中穿透性强,药芯焊丝内部药皮会阻挡激光光束,熔化后容易产生杂质气孔,自保护焊丝适配激光送丝结构差,极易卡丝断丝。激光专用实心焊丝直径均匀、表面光洁度高,适配自动送丝机构,适配各类手持、固定式激光焊接机常态化作业。
按母材材质匹配对应焊丝(通用选型标准)
选型核心原则为焊丝材质贴合工件母材材质,融合度更高,焊缝强度和耐腐蚀性能达标。焊接201、304不锈钢工件,搭配同材质不锈钢实心焊丝,适配五金、钣金工件拼接修补。焊接普通碳钢、铁艺结构件,选用碳钢实心焊丝,性价比高,适配大功率激光焊接机厚板填缝焊接。
铝合金工件焊接常用ER4043、ER5356铝焊丝,前者适配外观要求一般的密封焊接,后者焊缝抗拉性能更好。模具修补专用工况,选用模具专用激光焊丝,适配模具钢、铍铜模具补焊,焊后硬度贴合模具使用标准。
按板材厚度选择焊丝直径
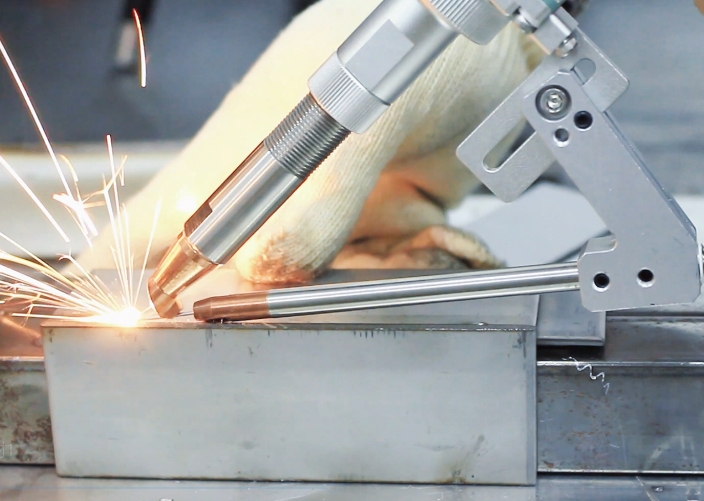
焊丝直径要匹配板材厚度与激光焊接机功率,细分适配规格方便车间直接套用。0.8mm细焊丝,适配0.5mm至2mm薄板焊接,热输入小,工件不易变形,适合钣金小件、精密配件焊接。1.0mm至1.2mm常规焊丝,通用性最强,适配2mm至6mm中厚板材填缝、拼接,大部分常规功率激光焊接机都可稳定送丝。1.6mm粗焊丝,多用于6mm以上厚板坡口填充,搭配大功率激光焊接机使用,熔敷效率更高。
不同工况焊丝使用注意事项
工件缝隙小于0.3mm时,可不开填丝直接自熔焊接,无需加装焊丝。异种金属焊接,需要厂家出具专属焊丝方案,避免后期焊缝开裂。焊丝存放要做好防潮防锈,表面氧化生锈的焊丝,会直接污染熔池,增加激光焊接机送丝轮损耗,加快设备配件磨损。
海维激光配套供应全系适配焊丝,匹配旗下各类激光焊接机送丝参数,送丝顺畅故障率低。同时可根据用户工件材质、板厚、焊接工艺,一对一推荐焊丝型号规格,搭配设备调试工艺参数,降低焊接瑕疵,减少车间耗材试错成本。

 扫一扫添加微信
扫一扫添加微信