

台式激光焊机:对传统难焊材料也能高效焊接
在精密制造、模具修复、珠宝加工、医疗器械等小批量高要求场景中,铜、铝、钛、镍基合金等材料常因高反射率、高导热性或易氧化特性,被归为“难焊”。传统电弧或电阻焊往往难以控制热输入,导致烧穿、裂纹或接头强度不足。而台式激光焊机凭借能量集中、脉冲可控、非接触加工等优势,正在改变这一局面。

为什么难焊材料在激光下变得“好处理”?
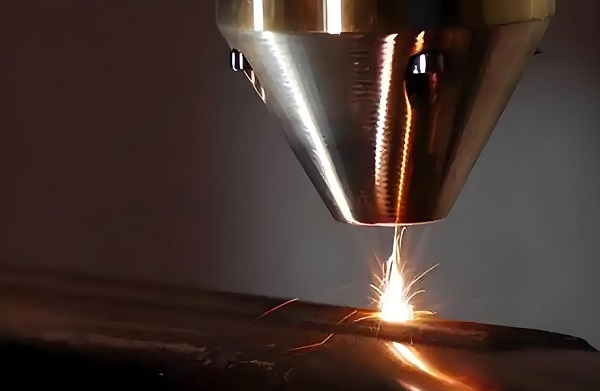
以纯铜为例,其对近红外激光(如1070nm光纤激光)的初始反射率超过90%,但一旦表面熔化形成小孔效应,吸收率会迅速提升。台式激光焊机通过高功率密度短脉冲(如峰值功率达数千瓦、脉宽0.2~5ms),可在极短时间内突破反射屏障,建立稳定熔池。配合惰性气体保护,有效抑制氧化,实现无气孔、低飞溅的可靠连接。
类似地,铝合金虽导热快,但激光的瞬时加热特性可减少热量散失;钛合金对氧敏感,而激光焊接在局部保护下能避免污染,保持力学性能。这些优势使得台式激光焊机在微小型零件、薄壁结构或异种金属搭接中表现出色。
不只是“能焊”,更要“焊得稳”
很多用户早期使用台式设备时,遇到焊点不一致、熔深波动等问题,误以为是材料本身不可焊。实际上,这往往源于参数调节粗放或缺乏过程反馈。新一代台式激光焊机普遍支持:
多段脉冲波形编辑(如预热-主焊-回火);
实时能量闭环控制,补偿电网波动;
同轴CCD观察系统,便于精准对焦与焊点定位;
模具专用夹具接口,提升重复装夹精度。
这些功能让操作者即使面对不同批次、不同表面状态的工件,也能快速调出稳定工艺。
真实应用场景举例
模具行业:修复H13钢模芯上的微裂纹,热影响区小,无需整体退火;
电子器件:焊接铜质继电器触点支架,避免传统锡焊带来的高温变形;
牙科器械:钛合金义齿支架的局部补焊,无污染、生物相容性好;
科研试制:高校实验室用其快速验证新型合金的可焊性,节省试错成本。
台式激光焊机的价值,不在于替代大型自动化产线,而在于解决那些“量不大、要求高、传统方法搞不定”的焊接难题。对于中小型企业或研发部门来说,它既是生产工具,也是工艺探索平台。在选型时,建议优先考虑脉冲调节灵活性、光学系统稳定性以及是否提供针对难焊材料的工艺包,这些才是长期高效使用的保障。

 扫一扫添加微信
扫一扫添加微信