

眼镜架激光焊接:激光焊接机在金属镜框加工中的应用
金属眼镜架生产与售后维修环节,焊接质量直接决定成品合格率和产品使用寿命,很多加工厂长期使用传统微点焊、氩弧焊设备加工眼镜架,经常遇到工件变形、焊点发黑、批量品质不稳定等问题。眼镜架激光焊接依托精准可控的热输入方式,成为当下金属镜框加工常用工艺,搭配适配的激光焊接机,可以妥善处理各类材质眼镜架的精密焊接作业,解决行业长期存在的加工痛点。

传统焊接加工眼镜架常见痛点
眼镜架大多属于薄壁精密工件,常用厚度集中在 0.5 毫米至 1.2 毫米之间,传统焊接热源分散,热量扩散范围大,钛合金、β 钛这类轻量化材质焊接后容易出现退火软化,镜架弹性下降,后续使用过程中更容易发生断裂脱焊情况。
传统焊接焊点粗糙,焊后需要投入大量工时做打磨抛光处理,高光镀层镜框还会出现镀层氧化脱落,影响产品外观。
人工操作模式下,焊接效果依赖操作人员的经验手法,同批次眼镜架容易出现焊点大小不一、熔深浅浅不同的情况,异种金属焊接还会频繁出现虚焊、裂纹,拉高车间返工率,同时熟练焊工用工成本持续上涨,给中小眼镜加工厂带来不小的经营压力。
眼镜架激光焊接主要适用加工部位
眼镜架激光焊接可以覆盖镜框生产、维修两大场景的全部精密焊接点位。生产环节主要针对桩头与镜圈连接处、铰链组件焊接、鼻梁中梁拼接、镜腿五金配件固定,这类位置焊点空间狭小,对定位精度要求高。
维修场景多用于镜腿断裂、鼻托支架脱落、铰链开焊、镜框边角破损修复,不少线下眼镜门店也会配备小型激光焊接机,承接各类金属眼镜架返修订单。
可适配加工的材质包含纯钛、β 钛、不锈钢、蒙乃尔合金、铜镍合金等主流眼镜架原料,既能完成同种材质拼接,也可以稳定实现不锈钢与钛材、铜合金与钢材这类异种金属的焊接作业。
激光焊接对比传统工艺的实际提升
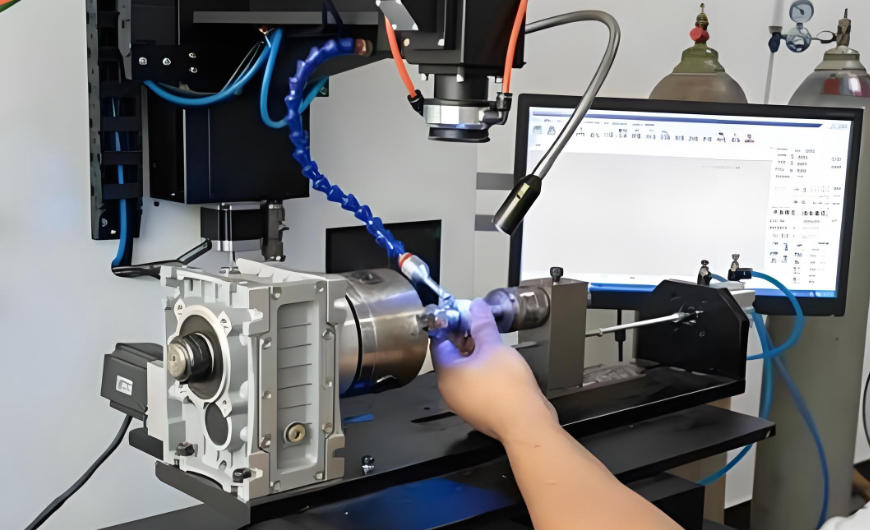
使用激光焊接机开展眼镜架激光焊接作业,热影响区域范围小,工件整体温度变化幅度低,薄壁镜架焊接后基本不会出现形变,钛合金材质也能保留原有力学性能,焊点抗疲劳能力更好。设备搭配高倍率显微视觉定位系统,操作人员可以清晰观察焊接点位,重复定位精度稳定,能够避免焊偏损伤镜框镜片槽与表面镀层。
焊接完成后的焊缝平整光滑,多数工况下可以省去打磨工序,直接进入电镀、喷涂环节,缩短整条生产流水线的加工周期。设备可以存储多套针对不同材质眼镜架的焊接参数,更换镜框款式、切换加工材料时,直接调取参数即可投产,大幅减少设备调试耗时,新手经过简单培训就能独立操作,降低企业对资深技工的依赖程度。
眼镜架激光焊接的工艺使用要点
开展眼镜架激光焊接作业时,需要合理调节激光焊接机的脉冲参数,通过微调脉宽与峰值功率,匹配不同厚度、不同反光特性的各类镜架原材料,避免出现熔深不足或者工件局部烧穿的情况。加工钛合金材质眼镜架时,要开启高纯氩气持续保护,减少焊接位置高温氧化问题,防止焊点出现脆化开裂,保障眼镜架长期使用的结构稳定性。
如果只是日常样品试制或者线下门店的眼镜架维修工作,单次加工工件数量不多,常规台式精密脉冲设备就可以满足加工需求。工厂大批量生产各类镜框时,可以搭配多工位旋转工作台,减少工件上下料的等待时间,提升整体加工效率。正式批量投产之前,建议用自家常用的眼镜架原材料做焊接试样,检测焊点的抗拉性能以及外观成型状态,确定稳定的工艺参数之后再安排规模化生产。
在眼镜架激光焊接的工艺落地阶段,海维激光可以根据工厂实际的生产线布局、日常加工材质类型以及订单产能情况,定制对应的设备配置与工艺方案。前期可以协助客户完成多次来料工艺试样,不断优化焊接参数,让焊点外观、抗拉强度都符合镜框出厂检测标准。设备交付之后会安排技术人员上门完成整机安装调试,同时针对在岗操作人员开展系统化实操教学,帮助车间快速完成新工艺投产。后续还会提供定期的设备使用指导、故障响应等服务,不管是规模化的眼镜生产企业,还是从事镜框维修的线下门店,都可以平稳开展各类金属眼镜架的焊接加工工作。

 扫一扫添加微信
扫一扫添加微信