

非标自动化激光焊接设备的工艺验证怎么做才充分?
在引入非标自动化激光焊接设备时,最核心的关切点莫过于:这台量身定制的设备,是否能在用户的生产现场,长期、稳定地生产出合格的焊缝?广泛的工艺验证是连接“设计图纸”与“可靠生产力”的唯一桥梁,也是规避后期重大风险和成本损失的关键环节。一次充分的验证,绝非简单的样件试焊,而应是一个系统性的、层层递进的测试与确认过程,覆盖从理论模拟到实战仿真的全链条。
验证的起点应在设备制造前,于数字世界中完成
基于工件的三维数模和初步工艺构想,进行详尽的离线模拟与仿真。这包括机器人或运动机构的可达性、无碰撞路径规划验证,以及初步的焊接热过程仿真。虽然无法完全替代实物,但提前的数字验证能有效规避重大的设计缺陷,将问题解决在萌芽阶段,并为后续的实物调试提供可信的基准路径,这是确保验证效率与充分性的基础。

当设备完成机械与电气组装后,单站与分模块的功能与工艺验证成为重头戏
首先,脱离复杂的自动化流程,在静止或简单运动条件下,针对用户提供的最具代表性的工件(或标准试块)进行基础工艺窗口摸索。核心目标是确定能够实现所需焊缝形貌、熔深且质量稳定的激光功率、焊接速度、离焦量、保护气体参数等基础参数区间。这一阶段需要排除自动化系统其他因素的干扰,纯粹验证“激光”与“材料”相互作用的可行性,并形成初步的工艺参数包。
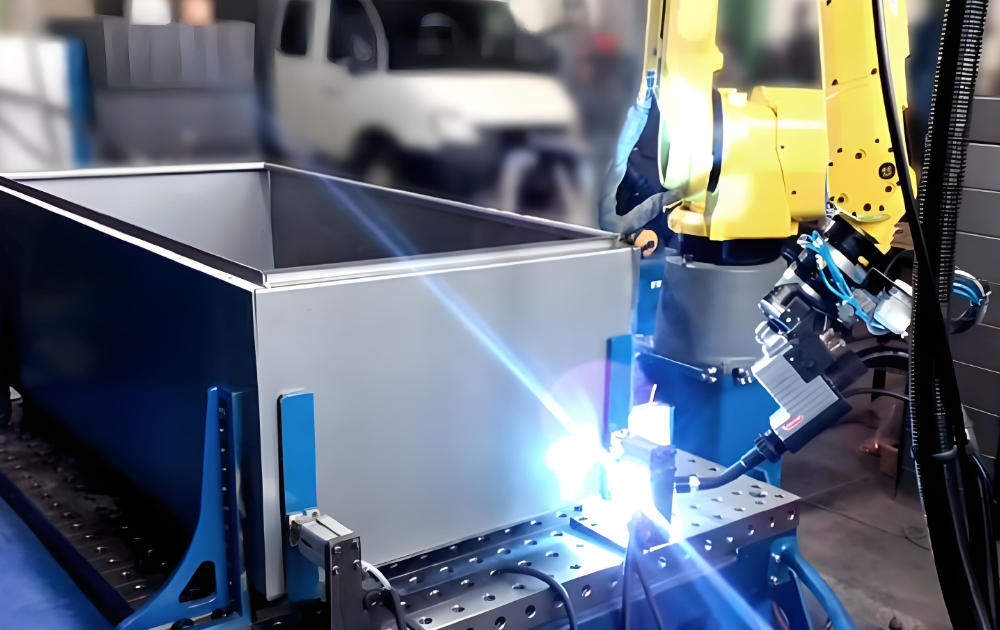
进行带载联动与生产节拍验证
将固化好的基础工艺参数,加载到完整的自动化程序中,让设备以实际生产设定的速度,连续运行一个完整的批次。此阶段验证的重点从“能否焊好”转向“能否稳定、连续地焊好”。需要观察在自动上下料、定位、焊接的连续循环中,焊缝质量的一致性、设备运行的稳定性以及理论节拍的可达成性。同时,模拟常见的生产异常(如工件轻微错位),测试设备的容错能力或传感纠偏功能是否有效。
必须安排极限与耐久性验证
这包括在设备允许的参数边界进行测试,以确认工艺窗口的宽裕度;以及进行不低于8小时的连续无故障运行测试(甚至更长时间),以评估系统在长时间工作下的热稳定性、机械稳定性及潜在故障点。充分验证的结果,不仅是几件合格的样品,更应是一套完整的、可移交的工艺数据库、设备操作维护手册以及在验证过程中发现并闭环处理的所有问题清单。
充分的工艺验证是一个严谨的工程过程,它通过“虚拟仿真-静态工艺-动态联调-极限压力测试”的层层压力测试,将非标设备从“可动”推向“可用”,最终确保其达到“可靠”与“好用”的状态。这既是对投资方负责,也是对集成商自身技术能力的最终考验,是项目成功不可或缺的压舱石。

 扫一扫添加微信
扫一扫添加微信